
")
Smart Manufacturing - MES Solutions, Manufacturing Data Analytics and SCADA
New, upgrade and migrate your existing systems to modernize and get to Industry 4.0. Discover the possibilities with real-time information and Manufacturing Execution System (MES). We are a system integrator that specializes in MES Solutions, SCADA, and IIoT Analytics. Proven and guaranteed manufacturing data solutions to improve productivity, quality, visibility, and overall equipment efficiency (OEE).
Our Services
INS3: Your System Integrator for Manufacturing Data Analytics
We use our proven Discovery and Pathfinder processes to provide a phased path forward to improve efficiency, quality and reduce cost in your operations.
Innovate incrementally with our SCADA, MES and Industry 4.0 Solutions, as we convert raw data into actionable insights.
Industrial Data Infrastructure
Connect to your machines, collect data, store the data, and deliver information to the appropriate people, or systems in a secure way.
MES Solutions & Manufacturing Intelligence
Implement data driven systems that solve manufacturing issues like quality, efficiency, downtime, scheduling, consumption, connection to ERP, and more.
Data and SCADA Modernization
Upgrade or migrate SCADA systems, move to a modern architecture process monitoring and data analysis
Manufacturing Data Analytics
Gain a competitive edge by leveraging Big Data, IIOT, and Industrial Data Analytics for manufacturing. A clear path to results driven analytics.
How We Work
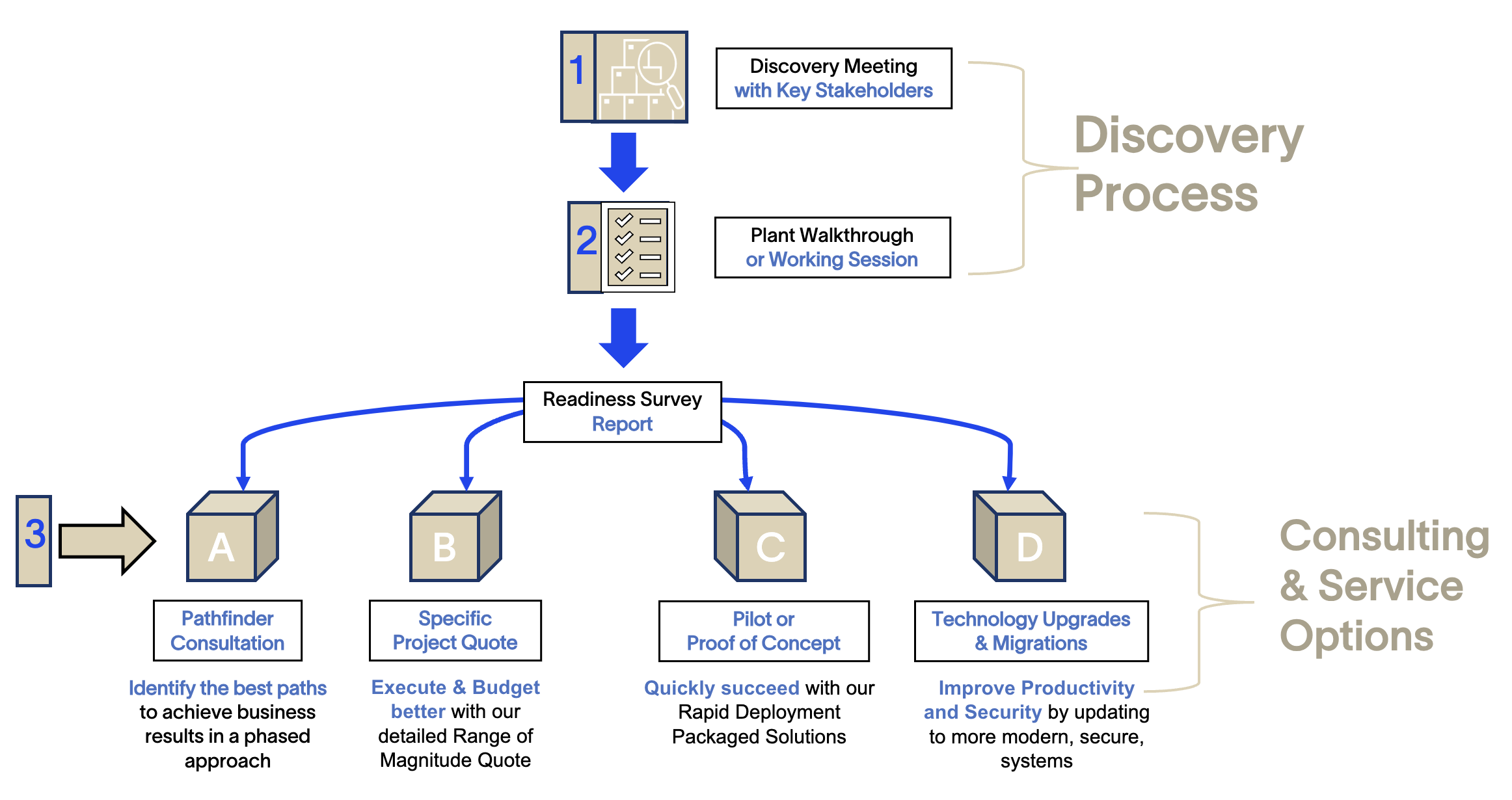
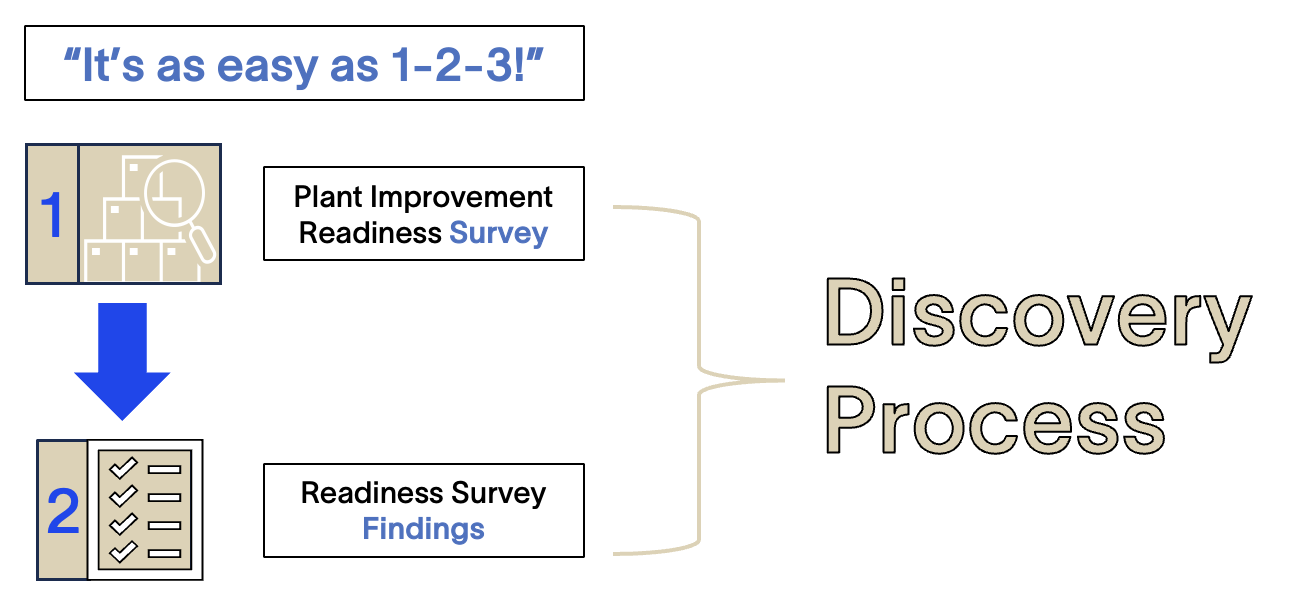
Accelerate ROI with our Proven Discovery Process
Our discovery process begins with aligning with key stakeholders where we delve into your business challenges and discuss potential solutions (MES Solutions, SCADA, Industrial Data Analytics or other tools).
Next, we schedule and complete a Plant Walkthrough and/or a Working Session, depending on your unique situation. The results of the Plant Walkthrough are summarized in a Discovery Report, and together we decide on the next steps.
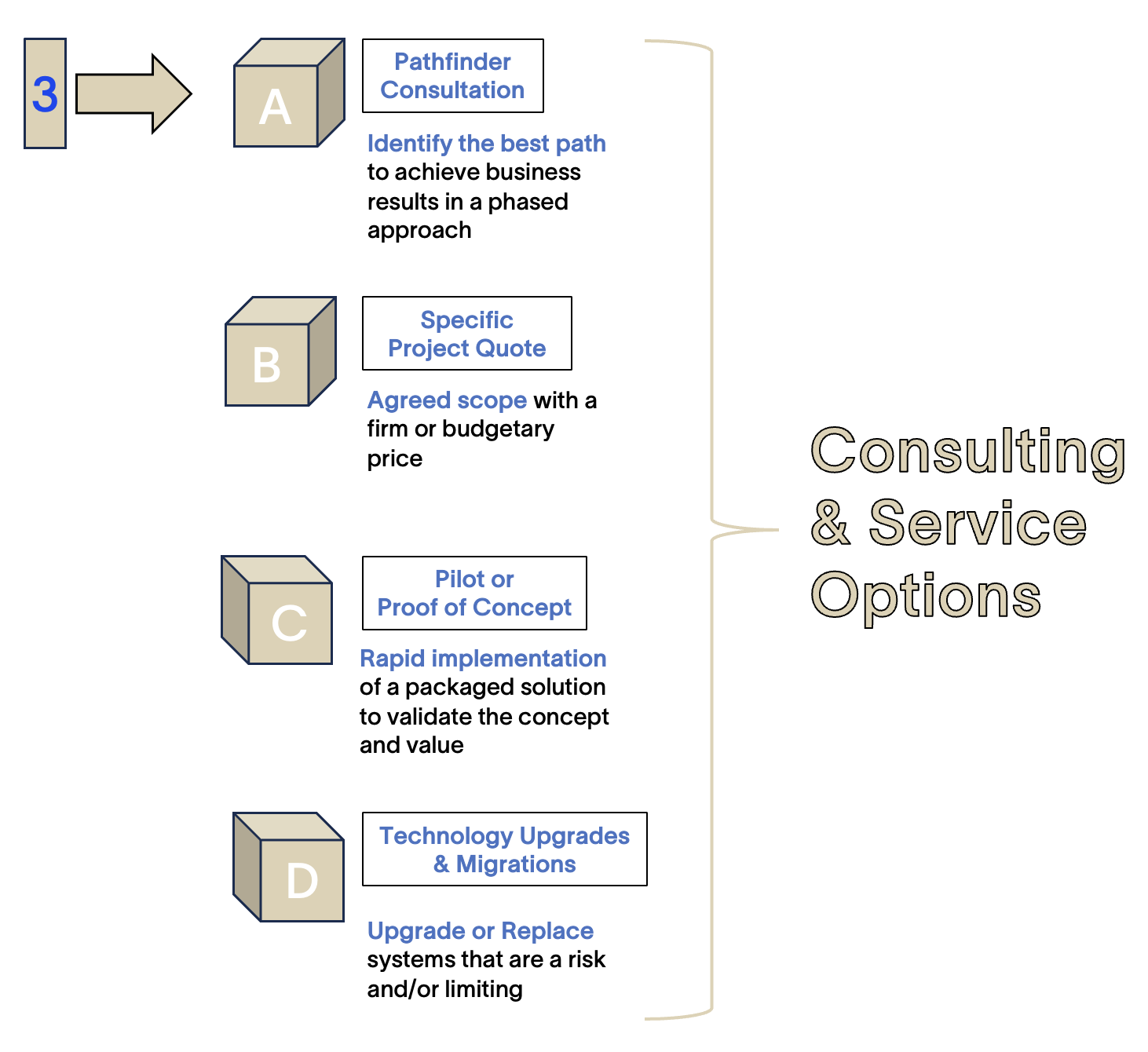
Typical next steps can include one or more of the following: a Range of Magnitude quote for a specific project or system upgrade OR a recommended pilot with one of our Rapid Deployment Solutions for quick proof of concept, OR a Pathfinder Consulting engagement for companies to further investigate project definition and justification The goal is to be clear on what needs to be done, timing, cost and expected results.
Our Customers
Join these Manufacturing Leaders
We are a dedicated System Integrator team of technology and manufacturing process experts committed to delivering significant business results for our customers!












System Integrator with 30+ years of Experience
INS3 enables smart manufacturing by bringing together people, process, technology and value-added solutions. In a world that demands better products and more sustainable processes, INS3 gives you the freedom to innovate through AI in manufacturing and lead the path towards digital transformation in manufacturing.
Boost Success, Minimize Costs
INS3's team of engineers uses practical and efficient technology to deliver optimized results. Our proven solutions lead to increased profitability and reduced operational expenses.
Enhance Operational Efficiencies
We understand your needs and goals to identify opportunities for improvement. With a focus on peak efficiency, we ensure every system in your plant operates at its best, positively impacting your bottom line.
Mitigate Risks
Automation and operational software are critical for consistent improvement, proactive measures, and issue mitigation. By automating functions, we ensure minimal downtime and peak efficiency for your production.
Optimize Capital Investment
From maintaining consistency and increasing efficiency to eliminating risks and maximizing security, our proven processes deliver fast returns on your investment. Our solutions cut operational costs, increase productivity, and boost profit margins.
Experience Counts
Our 2,337+ projects provided superior services to a wide range of clients, drawing on decades of combined experience in various industries. This allowed us to work with the many technologies and master the legacy software systems providing MES and industrial automation solutions that lead to SMART Manufacturing and Industry 4.0 benefits.
Our specialists have successfully completed projects, including new automation process software installations and existing system upgrades. Every plant is unique, with different goals and challenges. New or existing automation software, we’ll step in where needed. Our tailored solutions can help improve your operations and achieve your business’ objectives.
30+
Years of Transforming Businesses
2,337+
Successful Projects
813+
Satisfied Clients
Food & Beverage, CPG
Chemical & Industrial
Manufacturing & Discrete
Energy & Power
Pharmaceuticals & Life Sciences
Water & Wastewater
Food & Beverage, CPG
Chemical & Industrial
Manufacturing & Discrete
Energy and Power
Pharmaceuticals & Life Sciences
Water & Wastewater
Customer Stories
INS3 and Itanta Analytics: Connecting Plant-Floor Data to Real-Time Manufacturing Decisions
INS3 and Itanta Analytics have partnered to connect plant-floor data to real-time decisions. Learn how industrial systems integration and no-code manufacturing analytics work together to
What Is MES? Do You Need Full-Blown MES or Scalable MES Functionality?
What is MES and do you need a full manufacturing execution system? Most manufacturers need MES functionality before they need a full MES.
How to Solve Costly Plant Problems with Unified Data, MES and AI
Your manufacturing plant is generating data every second: temperature readings from furnaces, pressure measurements coming from production lines, quality scores coming from inspection stations, and
Manufacturing Analytics Solutions: From SCADA and Historian to MES, UNS, and AI
Your manufacturing plant is generating data every second: temperature readings from furnaces, pressure measurements coming from production lines, quality scores coming from inspection stations, and
GenAI in Manufacturing: Real Results
Unplanned downtime costs manufacturers $50B+ every year—mostly preventable. Traditional SCADA only reacts; AI SCADA predicts and prevents. By learning from your data, it spots issues
When Your Critical Equipment Goes Dark: How AI-Powered SCADA Systems Turn Costly Downtime Into Competitive Advantage
Unplanned downtime costs manufacturers $50B+ every year—mostly preventable. Traditional SCADA only reacts; AI SCADA predicts and prevents. By learning from your data, it spots issues
Get Started with Smart Manufacturing.
We are ready to face any challenge. Send us your inquiry today.